![]()



松本光(Grand Seiko 面盤工程師)
The spirit of TAKUMI
Grand Seiko 錶盤是手工精雕細琢的結晶。
腕錶的容貌—錶盤,是最能體現Grand Seiko日本美學的部件之一,這是對“準確、易讀、美觀、耐用”的無盡追求。我們從大自然的四季變化中汲取靈感,創造出充滿情感與豐富變化的獨特設計,在錶盤上同時體現雄偉與精緻的美感。
每個錶盤都有其獨特的設計理念,不同顏色、紋理、細節,對應的材質和加工方法也各不相同。負責製造 Grand Seiko 錶盤的資深職人,從製造模具到塗裝、拋光研磨、安裝 GS LOGO和最終品質檢驗,每一步都經過細緻的手工。一款充分體現日本美學,又具有Grand Seiko特有的高級與實用性的錶盤是如何製作出來的?我們深入了解幕後的製作過程,並將重心放在全新「SLGH005」白樺錶盤。
Grand Seiko 錶盤,頂極技術工藝。
以「世界腕錶最高峰」為目標而推出的Grand Seiko。整個製造過程均採用最高水準的工藝,錶盤擁有優美外觀,體現品牌高度與美學,同時確保耐用性。
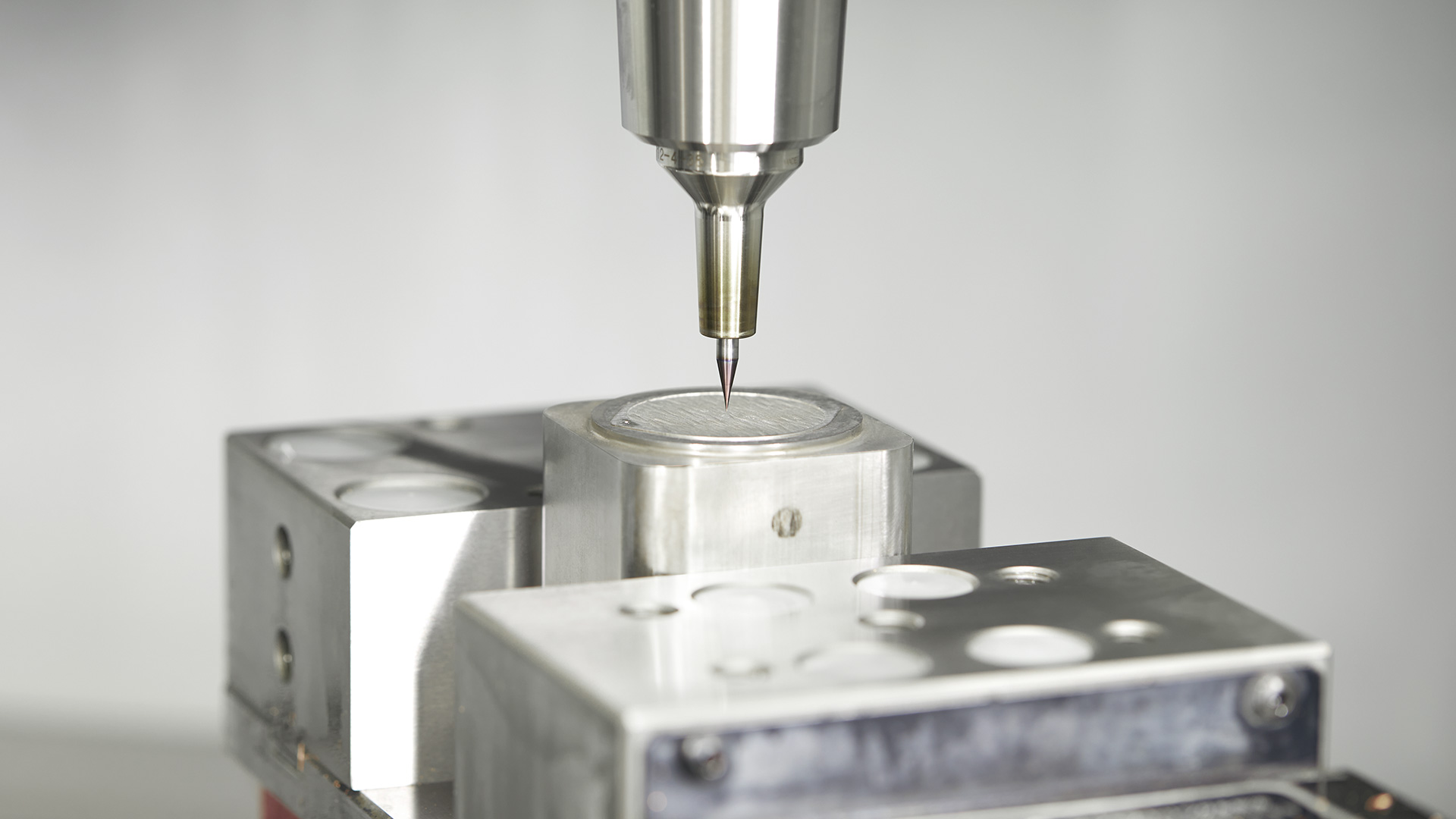
為了體現Grand Seiko獨特的錶盤設計,不僅需要高規格的工藝,還需要能預判成品效果,來進行細微調整的敏感度。例如將多面時標鑲嵌至錶盤時,即便是鑷子最輕微的接觸也可能會留下刮痕,因此仔細調整力道至關重要。
負責製造 Grand Seiko 錶盤的技師「松本光」表示:用於製造錶盤的夾具和工具需經過精心保養。為了配合錶盤的設計,我們經常從零開始設計專屬的加工方法,並製作新的夾具或工具,但由於工具會隨著使用而磨損,需要頻繁地對工具進行微調,以保持一致的高品質。
「我們的使命是利用最先進技術,確保始終如一的高標準。錶盤的外觀當然很重要,鑑於耐用性也是 Grand Seiko 的關鍵考慮因素,我們還必須在製造過程注意每個細節。」
出自職人創意,表現白樺森林的寂靜感
2021年新發布的「SLGH005」是匯集了Grand Seiko錶盤製造技術精華的設計之一。配備了Grand Seiko有史以來最高階的機械高振頻機芯Calibre 9SA5。雫石工坊是製作9S機械機芯的聖地,透過面盤紋理與細膩的色彩,令人想起工坊周遭著名的白樺森林。
錶盤被親切地稱為「白樺樹」(Shirakaba),是負責 Grand Seiko 錶盤製造職人們的創意之一。繼雪花錶盤SBGA011(2005年10月發布)之後,又一款將日本自然之美昇華為腕錶的代表作,讓人想起白樺樹的紋理。
「我想在錶盤上最大程度地表達錶款的存在感與森林的寂靜感,呼應機械機芯的心跳,該機械機芯以每秒10振頻實現了80小時動力。」 將設計師的理念具體化。」
「製作白樺紋路的模具花了大約半年的時間。如果單單只考慮設計的話,極具凹凸感的模具效果最好,但由於製作時模具凹凸的高度是有限制的,且如果凹凸感太淺,又失去了視覺對比。這是一個不斷試錯的過程,直至恰到好處的平衡。我們與設計師密切合作進行了多次改良,最終打造出可量化生產的模具。」

融合精湛手工與尖端技術,創造出精美的沖壓紋路
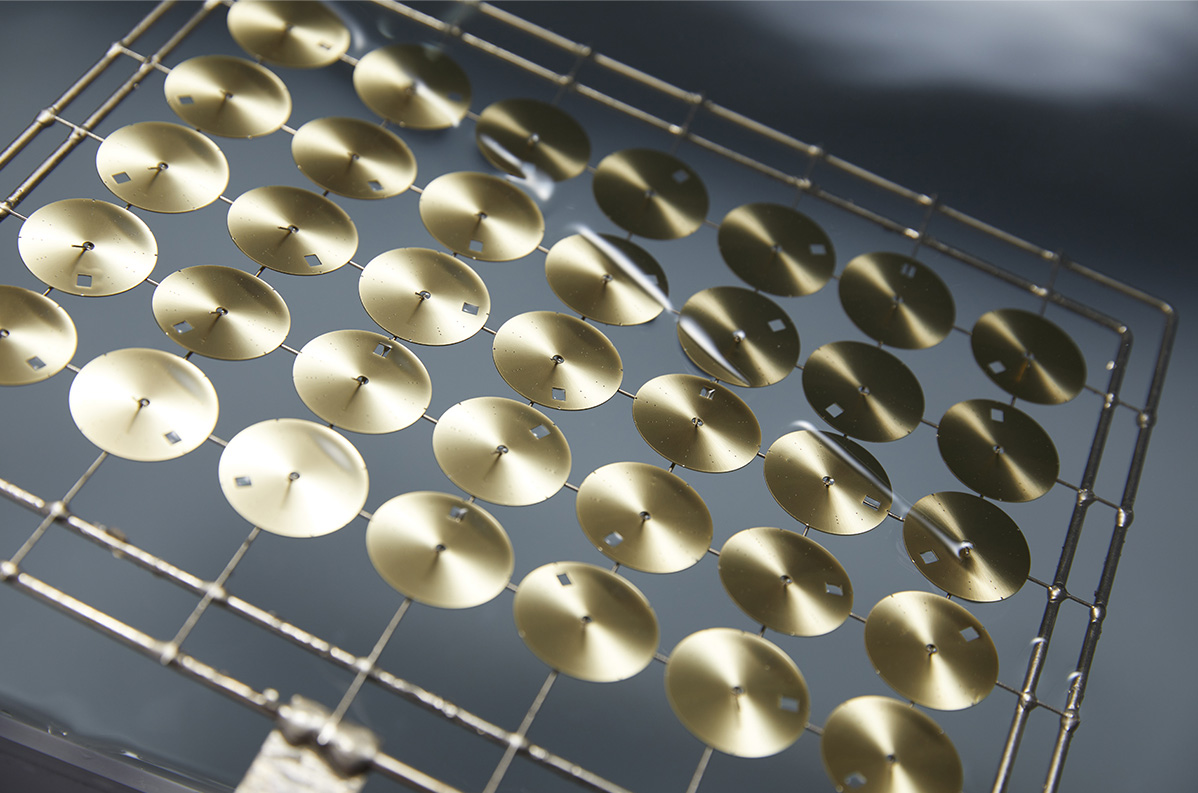
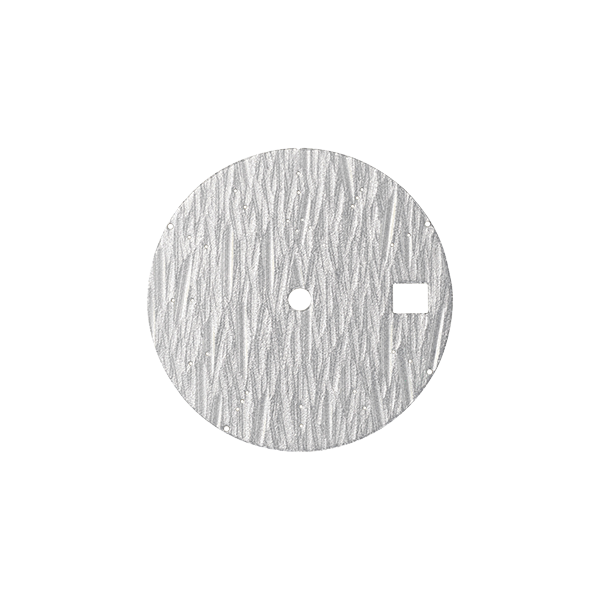
模具完成後,下一步是加工錶盤底材。首先從黃銅上切出一個圓形形狀,作為錶盤的底座,然後加熱使其變軟並「沖壓」以轉印圖案。以白樺錶盤為代表的沖壓紋路,是傳統工藝與尖端技術的完美結合。
通常一次沖壓就足以轉印紋路,但由於錶盤底材是厚度僅為0.5毫米的極薄金屬材質,如果一次沖壓就想完成白樺樹這類凹凸落差極大的紋路,則會對底座施加相當大的壓力,可能導致其破裂。技師們一致認為:「白樺樹的凹凸程度是Grand Seiko眾多紋路中最深的」。底材加熱後,需分成7次沖壓才能完美轉印。第一次沖壓過程需費時一天左右,隔日就開始準備第二次沖壓的前置作業,所以技師們花費的時間和精力是一般的7倍以上。

沖壓完成後,將其切割成錶盤的大小,洗孔以利刻度鑲嵌,並焊接針腳以固定錶盤。經過嚴格的品質檢查,特別注意反向翹曲與精度確認,製造工程會交接給負責錶盤加工的職人手中。

面盤加工的關鍵在於縝密的手工與完善的品質管理。
錶盤加工包括四個步驟:刷紋、電鍍、底漆和面漆研磨。在工序開始前,首先要再次檢查底材與洗孔的尺寸規格。
「檢查時,由專任的職人目視檢查。每個階段都要非常仔細,這是保證後續工序的基本原則,也保證了Grand Seiko的品質,特別是針對「打痕」,這種金屬材質特有的凹痕,我們會特別進行嚴格檢查。必要時會使用放大鏡。
錶盤加工的第一步是使用金屬刷,刷出垂直的筆觸,這稱為“刷紋”,然後進行鍍銀,並以透明塗料保護鍍銀層,再進行“底漆”工序,為面漆打地。這一系列工序是經過大量實驗,專門針對白樺錶盤而開發。
一般對於沖壓而成的面盤,在進行刷紋之前,會先進行預處理,將底材的表面剝掉一層。然而,如果將此工藝應用於白樺錶盤,則會削掉沖壓出來的紋路,因此採用了更溫和的預處理。傳統上在刷紋過程中,使用水和研磨劑的複合溶液,以金屬刷刷出紋路,但白樺錶盤只使用清水,並使用定制加工的刷具,尺寸只有正常的一半。
「如果刷得太多,表面會顯得太亮,需要精細的微調。適度的光澤度卻又是必須的,在隨後的電鍍過程才能清楚呈現壓印。」難點在於要時刻觀察整體的微妙平衡。
通常錶盤的最終顏色是在底漆工序中決定的,但白樺錶盤的底漆運用了鍍銀,會再塗上一層薄薄的透明漆。面盤的顏色會根據鍍銀的程度而變化,因此這兩道工序的協調極為重要。底漆完成後,我們會全數進行嚴格檢查,確認是否有任何塗料堆積,然後進入最終工序,即面漆研磨。
精心的製造工藝
面漆研磨的第一階段從上“面漆”開始。面漆是透過連續添加幾層透明塗層而形成的,待每一層完全乾燥後再塗下一層。重複此操作,直到完全覆蓋壓印圖案。之後,將厚厚的透明漆膜拋光至平滑(粗拋光),然後塗上第二層面漆並再次粗拋,直到壓印圖案被完全覆蓋,才進行最終拋光(精拋光)。
白樺的紋路比一般沖壓面盤來得更深,若塗料使用一般的量,凸面會在拋光過程中被削掉。此外,高低差太大,一層面漆不可能完全填滿壓印圖案,因此塗料使用2倍的量,並進行多層塗裝和粗拋光等一系列工序,我們特意重複此工序2次。上塗料實際是14至15次,是平時6至7次的兩倍多。隨著塗料用量和數量的增加,洗孔也需進行兩次,以防止時標的鑲嵌孔被阻塞。
「壓印圖案的凹陷部分透過鍍銀工藝製成銀色,這有助於在如此厚的塗層下,清楚保留有機紋理。與其他面盤相比,白樺錶盤的塗層更厚,更增添了縱深感。」
錶盤的表面處理完成後,將進行嚴格的中間檢查。一旦錶盤通過檢查,就會進入印刷“Grand Seiko”、裝上Logo等環節。
Grand Seiko 錶盤上的印刷文字,具有獨特氣質,輪廓厚實而銳利。通常,將這些特徵結合起來會導致文字太過厚重,字母可能會顯得模糊。然而,負責印刷過程的職人們利用他們多年的印刷技術經驗,開發了一種特殊的技術,使文字呈現絕佳效果。在光滑拋光的錶盤表面進行多次轉印,保持微妙的平衡,並在高溫下長時間乾燥。
GS Logo和日曆框,是以「鉚接」方式固定,先用鑷子逐一放置在錶盤上的指定位置,同時黏合固定。接著在安裝錶盤內環的情況下,印刷分鐘刻度,然後鉚接時標完成整個工序。

將「Evolution 9」理念體現在錶盤
SLGH005 的時標旨在進一步提高可視性。最好的例子是所有立體多面時標中心都有的開槽設計。此凹槽旨在捕捉最微量的光線,讓您更準確地讀取時間。
12點鐘位置的時標比其他時標的2.5倍寬,形狀獨特,打造新世代設計。
「時標的形狀與鉚釘,完全是切削加工而成,現在時標中間加入開槽設計,使得切削過程變得更難。與GS Logo相同,時標先用鑷子逐一放置在錶盤的指定位置,同時使用鉚接與黏合。尤其是12點鐘的時標因寬度加大,資深的職人也花了相當長的時間才掌握絕竅。」
最後,經過全數檢驗、加工檢驗、出貨檢驗等多項詳細檢驗,錶盤才算完成。
面盤工序
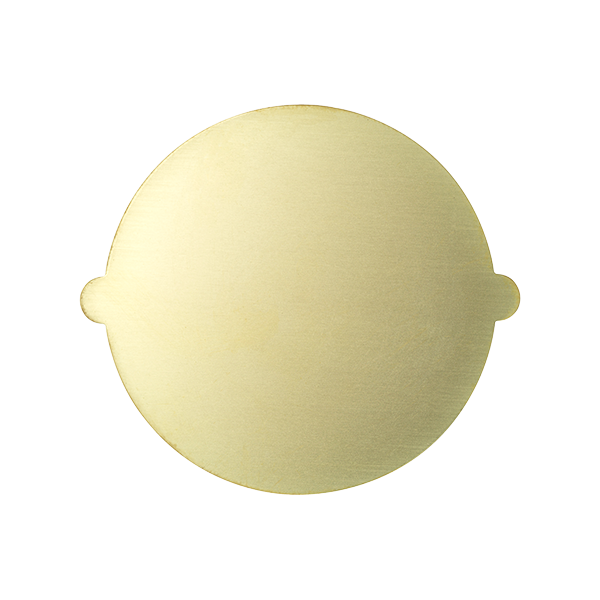
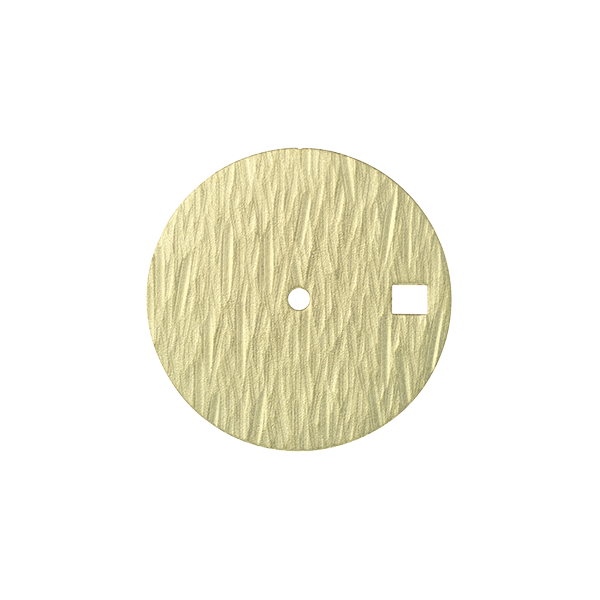
板材 [1/20]

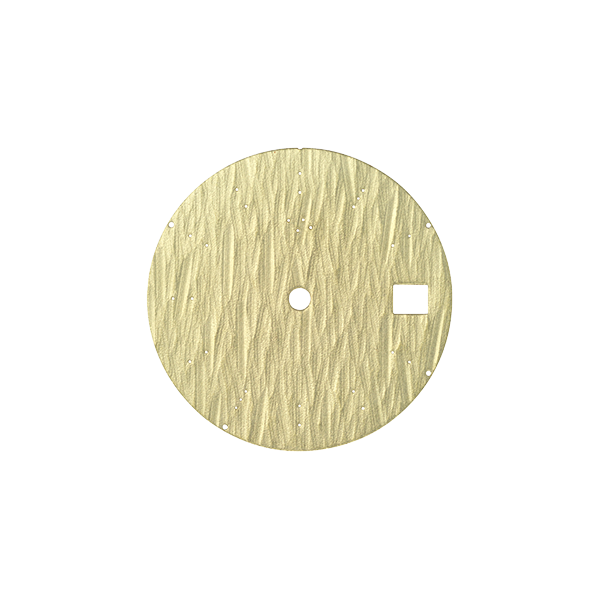
壓印(第1次)[2/20]

壓印(第2次) [3/20]

壓印(第3次) [4/20]

壓印(第4次) [5/20]

壓印(第5次) [6/20]

壓印(第6次) [7/20]

壓印(第7次) [8/20]
切削 [9/20]
洗孔 [10/20]
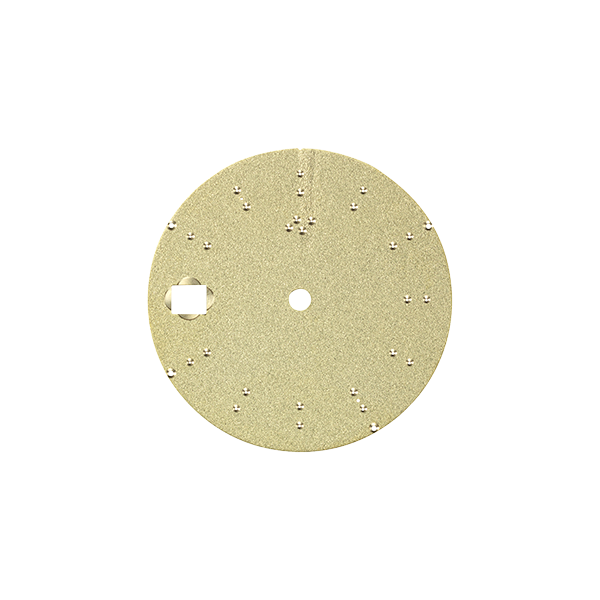
刮除日期窗周圍的金屬 [11/20]
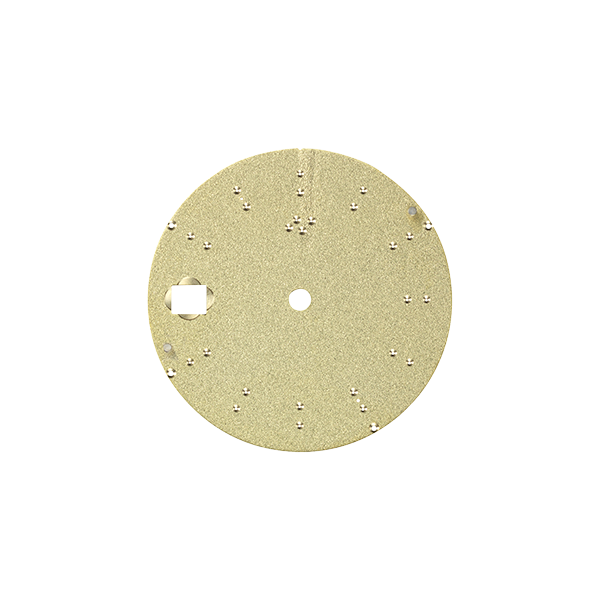
刮除洗孔周圍的金屬 [12/20]
鍍銀+塗裝 [13/20]
面漆塗裝(第1次) [14/20]
粗拋光 [15/20]
面漆塗裝(第2次)[16/20]
精拋光[17/20]

印刷 [18/20]

零件安裝 [19/20]
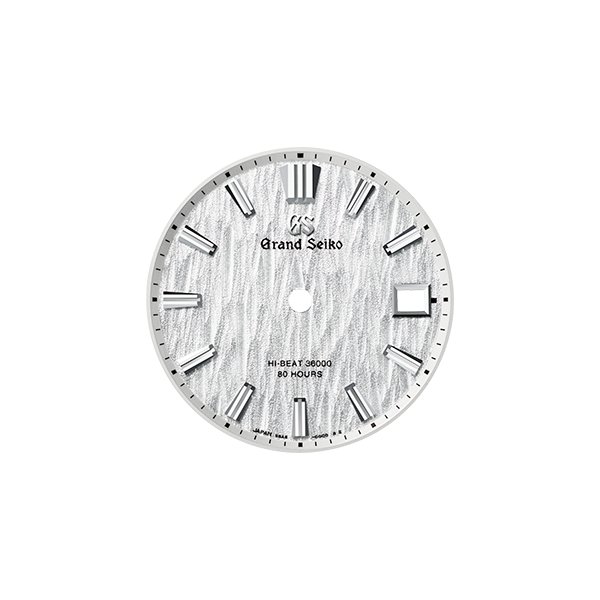
成品 [20/20]
所有技能都用於體現日本美學意識。
Grand Seiko 設計體現了日本美學意識。錶盤製作過程需要結合專業工藝和技術,根據每個型號的設計量身定制。
例如,以「二十四節氣」為主題的「SBGJ251」的綠色錶盤,是表達日本四季豐富變化的錶款之一,以及映照秋葉的「床紅葉」SBGH269。表現細膩的彩色錶盤,關鍵在於塗料掌控。不同類型的塗料具有不同的特性和塗佈方法,並且根據底材和圖案而變化,需要逐一確認並選擇最佳的方法。
此外,女款「STGK007」的錶盤採用日本自古以來就很熟悉的麻布圖案,具有潤澤光感的香檳色,整個錶盤帶有淺淺紋理,體現出精緻質感。因此在刷紋時要非常小心,以免線條過於明顯。

Grand Seiko所有錶盤,包括柔軟不易加工的18K金、或是微微彎曲的穹頂式面盤,均運用了職人們的精湛技術。我們仍繼續創造體現日本獨特美感的精美錶盤。
