The sophisticated technology behind a uniquely beautiful dial.
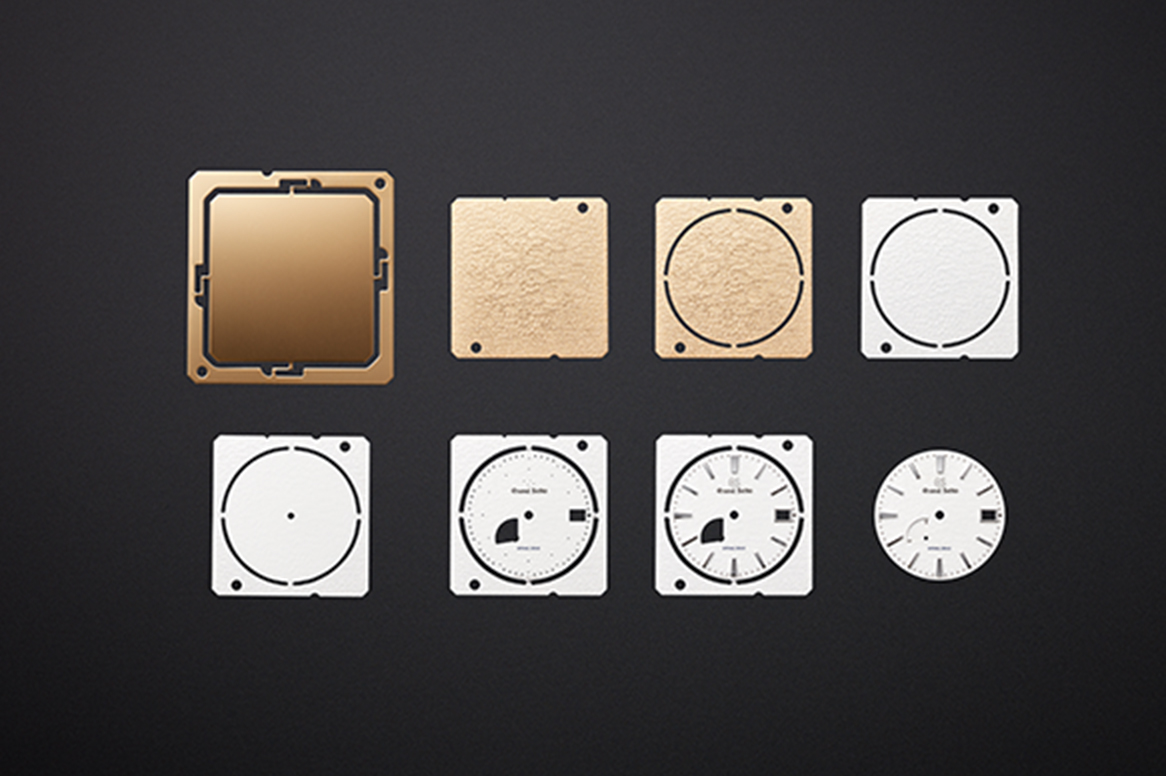
After the dial base is die stamped, it undergoes a long series of finishing processes. First, silver plating then machining and drilling, followed by the printing of the letters and the setting of the logo and indexes by hand. A dedicated craftsperson is assigned to each of these areas, with highly skilled expertise required in nearly all of the steps.
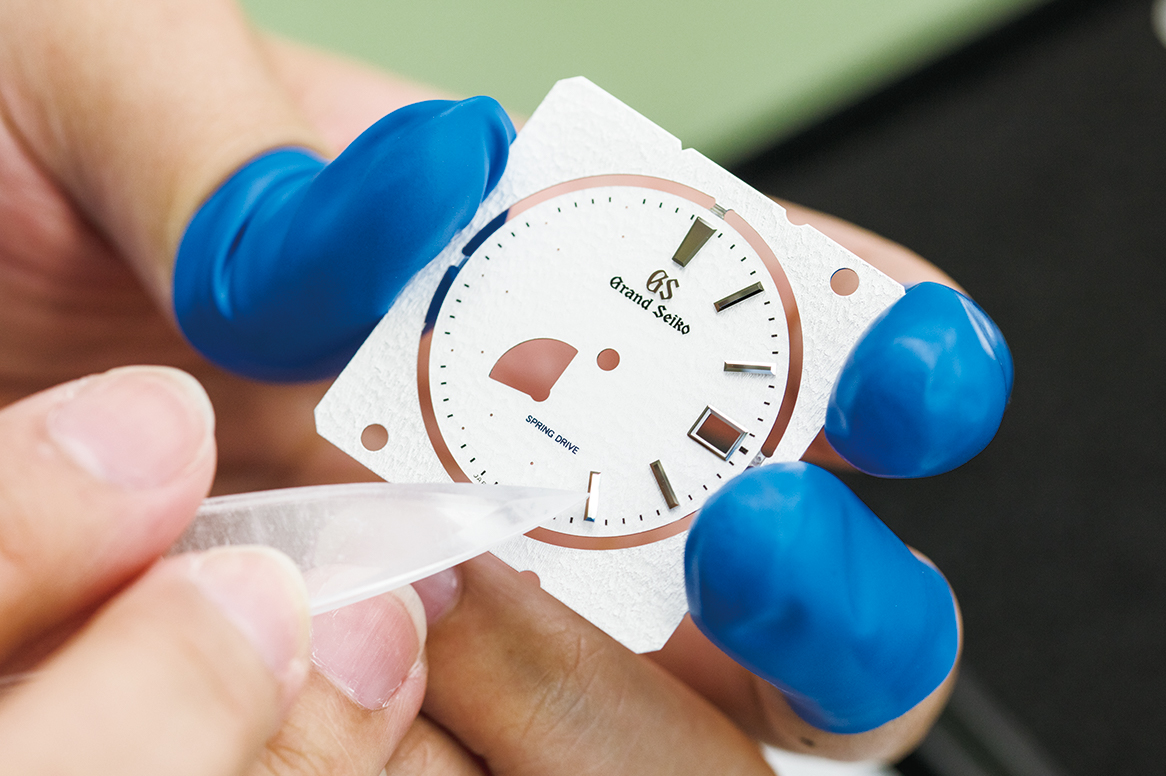
Take, for example, the indexes. To avoid scratching these small components that have been polished to a mirrored finish on every edge, the craftsperson gently picks each one up with handmade acrylic tweezers, and slots the two index feet into the fixing slots that are less than 0.3 millimeters in diameter. As the craftsperson does this, the index inevitably hides the hole where it is to be fitted, and so it is instinct alone, and not the eye, that guides the hand. The skill involved is considerable, as is that involved in every other step of the dial manufacture.
The 1971 dial sample that led to the birth of the 'Snowflake' dial was later found to have been made by Suwa Seikosha, now Seiko Epson, for a Grand Seiko model called 56GS. This mechanical Grand Seiko was not round, but tonneau-shaped, and the dial was not white, but finished in a golden color. The case was 18k yellow gold and designed to have a rocky texture just like the dial.